Les surpresseurs et compresseurs Aerzen sont essentiels pour la nouvelle station de traitement des eaux Aviko

Les surpresseurs et compresseurs Aerzen sont essentiels pour la nouvelle station de traitement des eaux Aviko
Jorden Ringoet (Aerzen) : « La combinaison des différents compresseurs à vis permet d’obtenir une très large plage de régulation. »

Jorden Ringoet (Aerzen) : « La combinaison des différents compresseurs à vis permet d’obtenir une très large plage de régulation. »

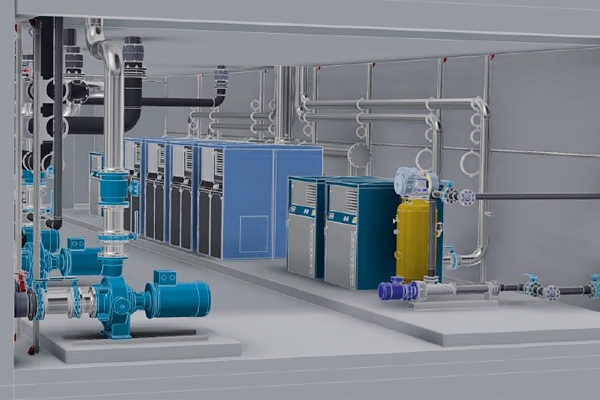
Tous les surpresseurs sont placés ensemble dans un local séparé.
Une nouvelle station d’épuration performante nécessite une aération de qualité supérieure et fiable. Pour de tels projets, le fournisseur de technologies Veolia aime travailler avec Aerzen. Le fabricant de surpresseurs à lobe rotatif et de compresseurs à vis a été chargé de fournir le parc de soufflantes pour la nouvelle STEP d’Aviko, l’entreprise de transformation de la pomme de terre à Poperinge.
La nouvelle station d’épuration d’Aviko est la suite logique de l’expansion des installations de production de la société de transformation de la pomme de terre. L’entreprise, l’un des principaux fabricants européens de produits à base de pommes de terre, a confié la construction de la nouvelle STEP à Veolia Water Technologies.
Quatre phases
Le traitement des eaux usées industrielles se déroule en quatre phases : après le prétraitement, il y a successivement une anaérobie UASB, une aérobie avec une nitrification-dénitrification en deux étapes pour une meilleure élimination de l’azote, un bioréacteur à membrane (pour la séparation du mélange boue/eau et l’élimination du phosphore) et enfin, un traitement du biogaz.
« En tant que fournisseur de technologies, Veolia est connu pour n’installer que des solutions haut de gamme », explique Jorden Ringoet, Directeur Commercial chez Aerzen. « Ce n’est également pas la première fois que nous travaillons ensemble. Dans ce projet, les installations de ventilation de notre société sont fournies pour deux des quatre étapes. »
Pour l’installation aérobique, un certain nombre de compresseurs à vis de type D52S (Delta Hybrid), avec une puissance installée de 75 kW, a été prévu. « Ils fonctionnent de manière très efficace et permettent d’économiser jusqu’à 20 % d’énergie par rapport aux surpresseurs à lobe rotatif. Ils peuvent également supporter une pression et une température plus élevées », poursuit Ringoet. « Pour le train MBR et le polisseur (pour l’élimination du phosphore), nous avons à nouveau installé des surpresseurs à lobe rotatif (de type GM25S). Le MBR ne fonctionne pas en continu, donc en termes de retour sur investissement, il a été conseillé d’opter ici pour des surpresseurs à lobe rotatif. »
Côte-à-côte
Tous les surpresseurs sont placés ensemble dans un local séparé, qui a été conçu avec la participation active d’Aerzen. « En fonction du rendement optimal des surpresseurs, il est essentiel d’inclure la ventilation nécessaire dans la conception et nous avons également assuré cette ventilation. En outre, la combinaison de plusieurs compresseurs à vis permet une très large plage de régulation, ce qui est bénéfique pour la performance de l’installation. Enfin, les surpresseurs ont été soigneusement positionnés ‘côte-à-côte’ afin d’avoir un encombrement au sol aussi réduit que possible », explique Ringoet.
Chez Veolia, Sam Varga et Michel Danau sont heureux de la collaboration avec Aerzen. « Aerzen a une fois de plus prouvé son approche professionnelle lors de ce projet. » Malgré quelques défis imprévus, dans le processus de la commande jusqu’à la livraison, l’ensemble a été livré conformément au calendrier de Veolia. Les surpresseurs ont été livrés au printemps 2021, pour être opérationnels en juin.
Des installations plus écologiques
Les compresseurs à vis Delta Hybrid ont été développés à la demande de l’industrie pour apporter une réponse à la forte consommation énergétique de l’aération. Leur efficacité énergétique est nettement supérieure à celle des surpresseurs à lobe rotatif, ce qui permet de réduire les coûts énergétiques et les gaz à effet de serre. Avec le réglage de la fréquence (comme c’est le cas chez AVIKO), la large plage de régulation des compresseurs à vis permet de répondre, de façon optimale, à la demande en oxygène.
(BVC)











